
You're usually not looking up maintenance for pump systems because everything is going well. More often, a feed pump is running hotter than normal, discharge pressure is drifting, a bearing housing sounds rough, or an RO skid is already showing the first signs of instability. In industrial water treatment, that's never just a pump problem. It can turn into membrane fouling, poor pretreatment performance, EDI upset, off-spec water, and an avoidable production interruption.
In mining, food processing, chemical manufacturing, and pulp and paper, pumps sit at the center of the whole water train. They move raw water, chemical solutions, filter feed, CIP streams, RO feed, and transfer flows between treatment stages. When pump condition slips, the rest of the system pays for it. A small seal leak today can become a contaminated bearing tomorrow. Poor suction conditions can become cavitation. Cavitation can become unstable flow into cartridge housings, multimedia filters, RO pressure vessels, and downstream polishing equipment.
Table of Contents
- Why Proactive Pump Maintenance Is Your First Line of Defense
- Building Your Preventive Maintenance Program and Checklists
- Mastering Pump Lubrication and Alignment
- Corrective Maintenance for Seals and Bearings
- Advanced Diagnostics Vibration and Performance Monitoring
- Building Your Spare Parts Strategy and Troubleshooting Flow
Why Proactive Pump Maintenance Is Your First Line of Defense
A pump failure in a water treatment plant rarely stays isolated. A failed feed pump can starve a pretreatment skid, destabilize flow through depth filtration housings, and send inconsistent conditions downstream to RO membranes and EDI modules. If you run high-purity water systems, the true risk isn't only replacing a pump seal or a bearing set. It's the damage that unstable hydraulics can do to the equipment that depends on steady pressure, clean flow, and controlled operating conditions.
That's why maintenance for pump systems has to be treated as asset protection for the entire treatment train. If you specify Veolia RO membranes, E-Cell EDI modules, cartridge filtration housings, chemical dosing packages, and transfer pumps as one integrated process, then you have to maintain them the same way. Pump health protects membrane life, polishing stability, and product water consistency.

The financial scale of pump upkeep shows why this matters. The industrial pump repair services market is valued at approximately USD 45.3 billion in 2025 and projected to reach USD 67.8 billion by 2034 at a 5.3% CAGR. Plants don't spend at that level because maintenance is optional. They spend it because unplanned failures are expensive, disruptive, and usually broader than the pump itself.
Pump condition affects water quality equipment
In industrial water systems, a worn pump can create several problems at once:
- Unstable feed pressure disrupts RO operation and makes it harder to hold consistent recovery and permeate quality.
- Internal wear debris can move downstream and load prefilters faster than expected.
- Heat and vibration accelerate seal, bearing, and coupling damage, then spread the issue to motors and baseplates.
- Leakage around seals or packing creates housekeeping and safety issues, especially around chemical transfer skids.
Healthy pumps don't just protect rotating equipment. They protect membranes, resin-free polishing systems, instrumentation, and the production schedule tied to all of them.
A lot of plants still treat pump work as a repair event. That approach misses the bigger cost. If a pump on a pretreatment or RO line starts slipping out of condition, the downstream system absorbs the penalty long before the pump completely fails. Facilities that manage cooling loops see the same pattern in related utility systems, especially where cooling tower water treatment programs depend on reliable circulation and chemical feed.
Reactive repairs always arrive late
By the time operators hear the bearing, see the leak, or notice declining pressure, the problem usually isn't new. The pump has been telling you for weeks through temperature drift, vibration, lubrication condition, and operating noise. Proactive maintenance catches those signals before they become forced outages.
That's the shift that matters most. Good pump maintenance isn't a workshop task. It's the first line of defense for uptime, water quality stability, and protection of every high-value asset downstream.
Building Your Preventive Maintenance Program and Checklists
A preventive program works when it matches the actual duty of the pump. A lightly loaded transfer pump and a high-cycle RO feed pump shouldn't live on the same checklist. Criticality comes first. Identify which pumps can stop production, compromise pretreatment, or put expensive downstream equipment at risk, then build maintenance intervals around those units first.
A structured PM program matters because it changes outcomes. Daily visual inspections, weekly lubrication, and monthly vibration analysis can reduce unplanned downtime by up to 45% and extend pump life by 30–50% in high-use environments. That result doesn't come from paperwork. It comes from finding early mechanical change before the pump forces your schedule.
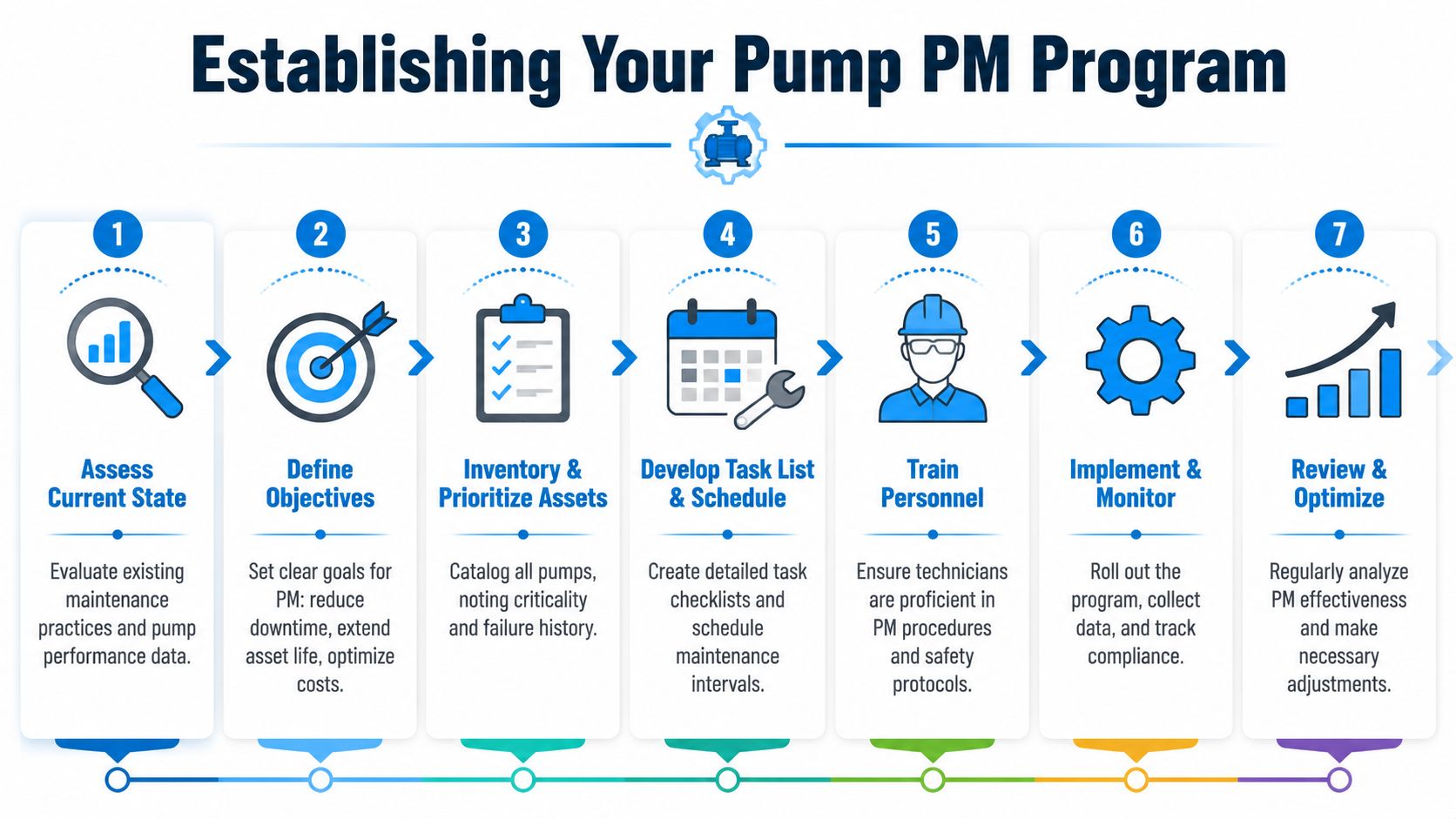
Start with asset criticality
Don't start by copying an OEM table into a CMMS and calling it a plan. Rank each pump by process consequence.
A practical ranking usually looks like this:
- Production-critical pumps support RO feed, chemical dosing, transfer into process water tanks, or high-purity polishing loops.
- Quality-critical pumps may not stop the plant immediately, but they can upset membrane loading, filtration efficiency, or final water quality.
- Utility pumps still matter, but they can often tolerate a longer response window if a failure occurs.
Practical rule: The more expensive the downstream consequence, the tighter the inspection discipline needs to be.
Build the checklist by interval
The best maintenance for pump assets is simple enough to execute on shift and specific enough to catch real defects.
Daily tasks
- Check for leaks: Look at seal areas, casing joints, drain plugs, flush lines, and nearby pipe strain points.
- Listen for change: Operators often catch rough bearings or cavitation before instruments do.
- Verify gauges and operating stability: Compare suction and discharge readings to the pump's normal duty point.
- Inspect general condition: Base bolts, coupling guards, lubricant level, and housekeeping around the skid all matter.
Weekly tasks
- Review lubrication condition: Confirm level, appearance, and contamination signs in oil-lubricated units. For grease points, follow the correct interval and quantity.
- Inspect coupling and soft foot indicators: Movement at the base or coupling wear often points to alignment drift.
- Check strainers and suction conditions: A pump with poor inlet conditions will fail early no matter how well the bearings are greased.
Monthly tasks
- Take vibration readings: Even a handheld meter is better than waiting for obvious noise.
- Record bearing housing temperature trends: Trend movement matters more than a single snapshot.
- Compare flow and pressure performance: A pump can still run while losing hydraulic efficiency.
Quarterly or annual tasks
- Inspect wear components: Impeller condition, wear rings, sleeves, and internal clearances need periodic review.
- Confirm alignment after service activity: Any motor movement, coupling replacement, or base correction should trigger realignment.
- Inspect motor and electrical condition: A pump problem and a motor problem often show up together.
Tie pump tasks to downstream protection
In water treatment, the checklist should mention the equipment the pump protects. If a pump feeds multimedia filtration, cartridge housings, or RO membranes, note that directly on the PM sheet. That keeps maintenance teams focused on process consequence, not just machine condition.
For example, unstable pretreatment feed can shorten filter run length and push variability downstream. In systems with depth filtration media, cartridge banks, membrane skids, and polishing equipment, small pump issues create larger operating noise across the whole treatment line. That's why PM checklists should sit next to operating envelopes, not apart from them.
Mastering Pump Lubrication and Alignment
Most premature pump failures come back to ordinary mistakes. The two that show up again and again are bad lubrication practice and poor alignment control after installation or service. Neither one is complicated. Both are expensive when ignored.
The common failure pattern looks familiar. A pump is rebuilt correctly, put back on line, and then rushed through startup without confirming alignment under actual installed conditions. Or a technician adds grease because “more is safer,” then the bearing runs hot and starts breaking down. The pump didn't fail because the design was weak. The maintenance practice failed first.
Lubrication errors that shorten pump life
OEM lubricant type and quantity matter. They matter on centrifugal pumps, positive displacement units, chemical transfer pumps, and booster skids. Wrong viscosity, incompatible grease, or overfilling an oil bath all create heat and film breakdown.
A disciplined lubrication routine should include:
- Use the OEM-specified lubricant: Don't substitute based on what's already on the shelf unless engineering has approved it.
- Apply the correct amount: Over-lubrication is one of the fastest ways to overheat a bearing housing.
- Watch for contamination: Cloudy oil, metallic sheen, and water ingress tell you more than a simple level check.
- Check temperature after lubrication: A sudden rise often means the bearing was overpacked or the wrong product was used.
Where oil cleanliness is a recurring problem, offline conditioning helps more than frequent top-offs. In systems with shared hydraulic or lubrication support equipment, an offline oil maintenance setup such as the Eaton UM-20 hydraulic offline filtration system can support cleaner lubricant handling practices than open transfer methods and improvised containers.
If the bearing housing gets hotter right after lubrication, don't assume the fresh grease “needs to settle in.” Stop and verify quantity, product, and relief path.
Alignment after service is non-negotiable
Straight edges and feeler gauges still show up in plants, but they don't provide the precision needed for modern pump reliability programs. Laser alignment tools do. That's especially true on close-coupled process skids, baseplate-mounted centrifugal pumps, and any duty where seal life matters.
Misalignment loads the shaft, coupling, seal faces, and bearings at the same time. The symptoms often arrive out of sequence. You may see seal leakage first, then coupling wear, then increased bearing temperature. Teams sometimes replace the failed part and miss the root cause because the pump starts again. It doesn't mean the issue is gone.
What works in the field
Good alignment control usually comes down to habits:
- Check soft foot before final alignment. If the machine frame rocks or twists, the alignment won't hold.
- Inspect pipe strain. You can align a pump perfectly and ruin it when suction and discharge piping pull the casing out of position.
- Align after any disturbance. Motor replacement, base regrout, coupling change, shim correction, and major seal work all count.
- Document final readings. A baseline lets you spot drift later.
A reliable team also knows what doesn't work. Guessing grease quantity by feel. Skipping alignment because “it was fine before teardown.” Reusing damaged shims. Forcing piping into place with flange bolts. Those shortcuts always come back as repeat failures.
Corrective Maintenance for Seals and Bearings
Seals and bearings are wear components, but repeat failures usually point to a process or installation problem. Replacing parts without checking alignment, lubrication condition, shaft finish, contamination, and operating duty just resets the clock. Good corrective maintenance fixes the failed component and removes the reason it failed.
The first step is diagnosis before teardown. That saves time and prevents the wrong repair.
Know which part is failing before teardown
A mechanical seal and a bearing don't fail the same way.
| Symptom | More likely cause | What to check first |
|---|---|---|
| Steady drip or visible stream at seal area | Seal failure | Flush plan, shaft condition, seal faces, contamination, alignment |
| Rumbling or rough rotating noise | Bearing failure | Lubrication condition, fit, alignment, housing temperature |
| Localized heat near bearing frame | Bearing distress | Grease amount, oil condition, preload, misalignment |
| Repeated leakage after seal replacement | Underlying system issue | Pipe strain, shaft sleeve wear, vibration, dry running history |
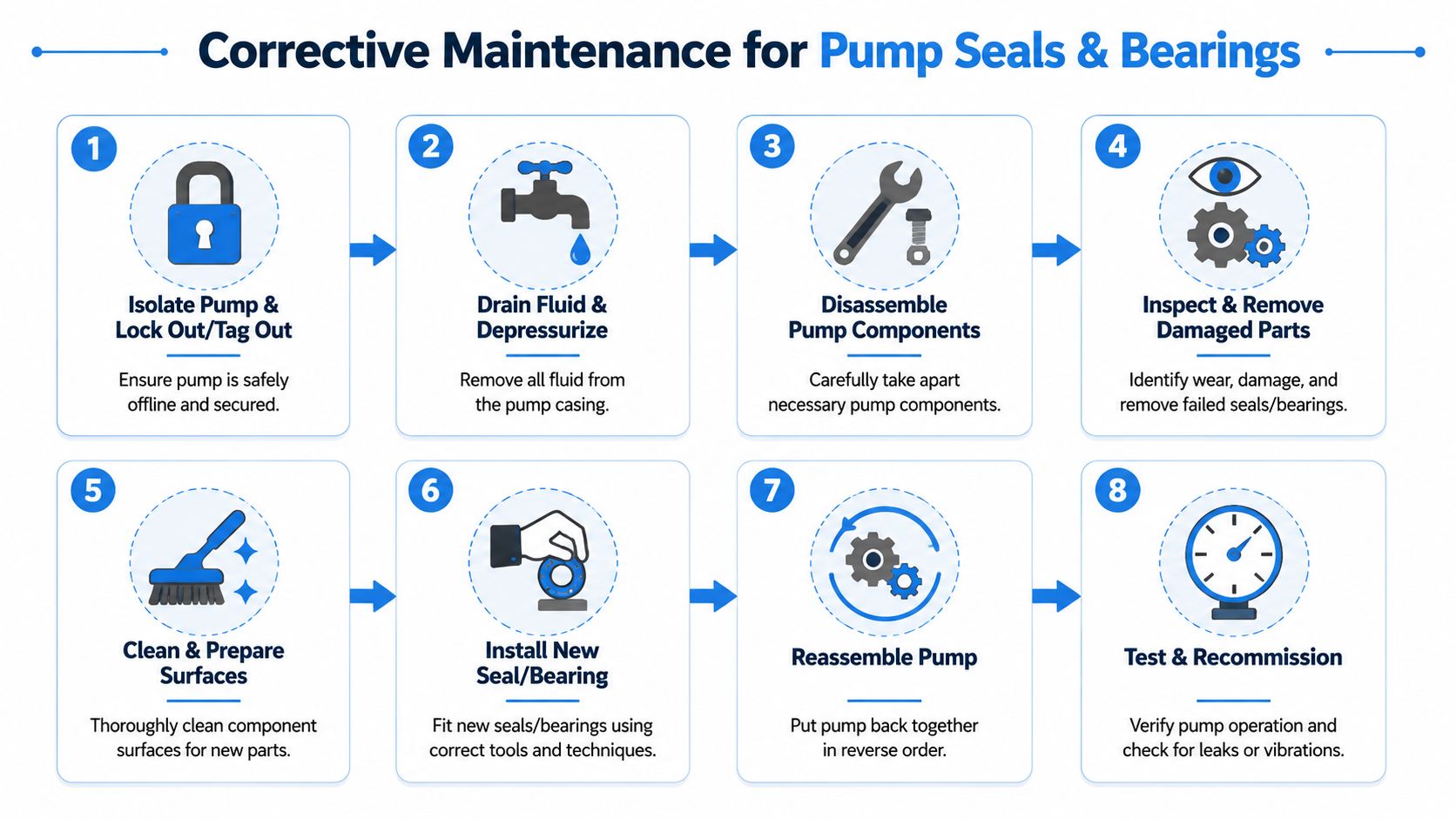
A clean replacement procedure prevents repeat failures
Corrective work on seals and bearings needs discipline more than speed.
For mechanical seals
- Isolate and de-energize the pump: Lockout and depressurization come first.
- Disassemble carefully: Don't nick sleeves, gland surfaces, or seal faces during removal.
- Inspect mating components: A new seal on a scored sleeve or worn shaft won't last.
- Clean all fit surfaces: Dirt left behind during assembly often becomes the next leak path.
- Set flush and piping conditions correctly: Seal reliability depends on the environment around the seal, not only the cartridge itself.
For bearings
- Remove with the right tools: Pullers, heaters, and proper supports prevent shaft and housing damage.
- Check fits and seating surfaces: Loose fits, spinning outer races, and damaged shoulders must be corrected.
- Install with clean handling: Contamination during installation can cut life immediately.
- Recheck alignment before restart: Bearing replacement without alignment verification is incomplete work.
Replace the failed part, then inspect one layer deeper. The part behind the symptom is often where the real problem starts.
High-solids seal contamination without full shutdown
High-solids bypass and rental-style applications create a different kind of seal problem. Trenchless Technology reports that 40% of mechanical seal failures in rental pumps stem from cross-contamination such as toilet paper, rags, and swim suits that wrap around floats or enter the seal oil. The field challenge is that many operations can't stop the entire system just to run a traditional teardown sequence.
In high-solids service, look for indirect evidence first. Rising seal temperature, discolored oil, new leakage patterns, and erratic level or float behavior often show contamination before full seal failure.
A practical shutdown-limited approach is to isolate the pump locally if the system has redundancy, inspect accessible external areas for wrapped debris, verify flush integrity, sample seal oil where design allows, and clean what can be safely reached before deciding on full removal. If the process has no backup path, operators need a predefined response plan before the event happens. Waiting until the pump is already fouled usually turns a manageable issue into a forced outage.
Advanced Diagnostics Vibration and Performance Monitoring
Scheduled inspections are useful, but they don't catch everything at the right time. Pumps don't fail on a calendar. They fail when load, temperature, fluid condition, suction quality, and mechanical wear cross a line. That's why condition-based monitoring has become the difference between planned intervention and surprise downtime.
The strongest programs monitor the pump while it's doing real work. Vibration, pressure, temperature, and flow together give a much better picture than a monthly walk-around alone. Real-time systems that track those parameters can increase pump maintenance success rates to 85–90% and reduce failure prediction errors by 70% compared to conventional manual checks.
What continuous monitoring catches early
Different fault patterns show up in different signals.
- Vibration trend changes often point to imbalance, misalignment, looseness, or bearing distress.
- Temperature drift can indicate lubrication trouble, overloaded operation, or a developing mechanical drag issue.
- Pressure instability may reveal suction restriction, internal recirculation, wear, or process-side changes.
- Flow deviation helps confirm whether the issue is hydraulic, mechanical, or upstream in the system.
Plants that only react to alarms miss the early stage where the fix is still simple. The value of monitoring is not the sensor itself. It's the trend review and decision-making around it.
Read the pump against its duty
A pump that still runs isn't always a healthy pump. Compare actual operation to the expected duty point and original performance intent. If flow falls while power demand and vibration rise, you may be looking at internal wear, impeller damage, fouling, suction problems, or cavitation. If pressure is stable but temperature climbs, look harder at lubrication, alignment, and bearing condition.
In water treatment service, this matters because hydraulic drift affects more than the pump. RO feed consistency, cartridge differential trends, chemical dosing stability, and pretreatment performance all depend on repeatable pump behavior. Monitoring gives maintenance teams an earlier signal than waiting for final water quality or membrane cleaning frequency to tell the story.
A noisy pump is late-stage evidence. A trend line is early-stage evidence. Reliability programs get better when they act on the second one.
Where basic programs fail
Plants often install sensors and stop there. That's not predictive maintenance. It's instrumentation without response logic.
Common failures in monitoring programs include:
- No baseline after installation or overhaul. Without a starting point, trend interpretation gets weak fast.
- No alarm philosophy by pump criticality. A transfer pump and an RO feed pump shouldn't trigger the same response.
- No tie-in to work orders. If vibration alerts don't create action, the system becomes background noise.
- No performance review after repairs. A rebuilt pump should prove improvement, not just restart.
The best diagnostic programs combine operator observation with instrumented data. A technician hears a change, checks the trend, confirms it with a handheld meter or thermal camera, and then decides whether the pump needs immediate action or controlled scheduling. That workflow is practical, fast, and far more reliable than guessing from sound alone.
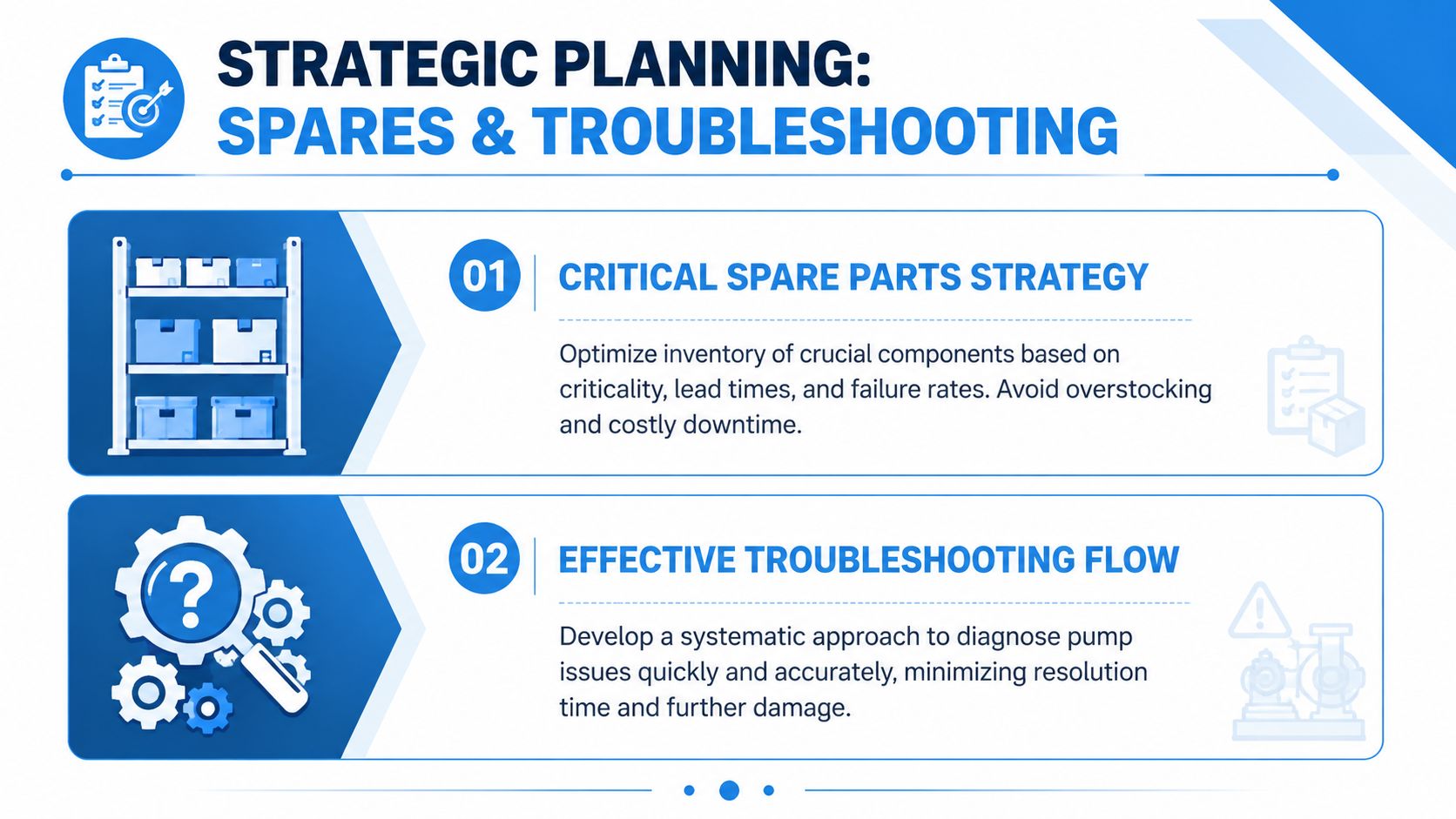
Building Your Spare Parts Strategy and Troubleshooting Flow
A solid maintenance program still fails if the right parts aren't on hand. Plants lose time when a simple seal or bearing job turns into a procurement scramble, model verification problem, or material compatibility question. Spare parts planning needs the same discipline as preventive work because downtime doesn't care whether the delay came from diagnosis or purchasing.
The better approach is to build stock around criticality, lead time, and consequence of failure. For industrial water treatment pumps, that usually means keeping the parts that stop production or threaten downstream equipment if they aren't replaced quickly.
Stock the parts that stop downtime
For many centrifugal and process water pumps, the priority list includes mechanical seals, bearing sets, gaskets, O-rings, couplings, sleeves, and hardware kits matched to the installed model. If you run critical feed or transfer duties, a complete rotating assembly or standby pump can be justified. The point isn't to warehouse everything. It's to avoid waiting on the items that fail most often or take the longest to source.
For facilities buying industrial-grade water equipment, model consistency matters. Standardizing where possible around pump families such as Tonkaflo pumps for industrial water treatment applications simplifies spare selection, training, and repair planning.
Use a troubleshooting flow, not guesswork
A fast troubleshooting path beats repeated teardown.
If flow or pressure is low
- Check suction conditions first: Blocked strainers, poor NPSH conditions, air ingress, and valve position issues are common.
- Then check hydraulic wear: Impeller damage, internal recirculation, and clearances come next.
- Finally check speed and rotation: Don't assume the drive side is correct without verification.
If the pump is noisy
- Separate hydraulic noise from mechanical noise: Cavitation sounds different from a damaged bearing.
- Check recent maintenance history: If the issue started after service, alignment and lubrication move to the top of the list.
If the motor is overloaded
- Look for mechanical drag or process upset: Tight bearings, misalignment, incorrect operating point, or fluid changes can all drive overload conditions.
Tie spares to a preventive-first culture
The strongest maintenance teams don't aim for zero reactive work. They aim to control it. The industry standard calls for a 6-to-1 ratio of preventive to reactive maintenance, while also recognizing that static checklists should shift with real-time operating data. That's the right way to think about spares too. Stock what supports planned intervention first, then cover the failures you can't fully prevent.
A spare parts shelf is not a substitute for good maintenance for pump systems. But when it's tied to actual failure modes, critical duties, and a clear troubleshooting flow, it shortens repair time and keeps one pump problem from turning into a system-wide water treatment outage.
If you're specifying, maintaining, or replacing industrial pumps tied to filtration, RO, or EDI systems, Purecowater can help you source compatible equipment, consumables, and water treatment components without juggling multiple vendors. That's useful when uptime depends on getting the right pump, membrane, housing, or pretreatment part into service quickly.