
Water, energy, and maintenance costs usually show up in different budget lines. In a cooling tower, they're the same problem. When the tower runs dirty, scaled, or chemically unstable, the chiller works harder, the heat exchanger loses approach, the bleed rate climbs, and the maintenance team starts chasing symptoms instead of controlling the system.
That's why cooling tower water treatment belongs in a capital planning conversation, not just a chemical service conversation. If you're evaluating softeners, side-stream filters, cartridge housings, RO skids, membrane suppliers, chemical feed packages, or conductivity controls, you're not buying water treatment in the abstract. You're buying lower operating cost, more stable production, and fewer equipment failures.
Procurement teams are seeing the same shift across the market. The projected cooling tower water treatment chemicals market growth to USD 27,209.2 million by 2036 from USD 15,050.9 million in 2026, at a 6.1% CAGR is tied to rising cooling demand and the push toward more sustainable chemistry. That matters because it confirms what operators already know. Cooling load is rising, water scrutiny is rising, and the cost of getting the spec wrong is rising with them.
Table of Contents
- Introduction Why Cooling Tower Treatment is a Core Business Strategy
- The Three Enemies of Cooling Tower Efficiency
- Understanding Key Water Chemistry Targets and Control
- Choosing a Treatment Program Chemical Versus Physical
- Specifying Filtration Equipment for Recirculating Water
- Upgrading Makeup Water Quality with RO and EDI
- Calculating ROI and Building the Business Case
Introduction Why Cooling Tower Treatment is a Core Business Strategy
A plant usually starts paying attention to the cooling tower after production feels the penalty. Condenser approach creeps up during peak load. Blowdown volume climbs. Chemical invoices rise without better control. An exchanger gets pulled for cleaning earlier than planned. At that point, the cost is no longer a water treatment issue alone. It is lost efficiency, higher maintenance labor, and avoidable risk to uptime.
That is why cooling tower treatment belongs in capital planning and procurement review, not just in the operator logbook.
The right starting point is the asset base and the cost of failure. Identify which exchangers carry the highest heat load, which metallurgy is least forgiving, which processes cannot tolerate unstable cooling, and where water and sewer rates justify reuse. That approach changes the specification. Instead of buying a treatment package built around chemical feed alone, buyers can match equipment, controls, and service scope to the site's real exposure.
The business case starts at the tower basin
An open recirculating tower concentrates everything that enters with makeup water. Higher concentration can reduce water waste and lower discharge volume. It also narrows the operating margin if the site lacks the right controls or pretreatment.
For a buyer, that means water treatment decisions affect four cost centers at once. Utilities, maintenance, asset life, and production reliability.
The treatment strategy has to protect against scale, corrosion, and biofouling, but the procurement decision should be framed in business terms:
- Scale cuts heat transfer efficiency and drives up power use.
- Corrosion shortens the life of tubes, pumps, valves, and piping, and increases leak and replacement risk.
- Biofouling reduces flow, interferes with heat transfer, and makes biocide programs less predictable.
A specification that holds up in the field usually combines chemistry, monitoring, and mechanical equipment. Depending on makeup water quality and operating targets, that may include conductivity control, side-stream filtration, cartridge polishing, softening, reverse osmosis, biocide feed, corrosion inhibitor feed, or blowdown reuse equipment. The right package is the one that removes the plant's main constraint at the lowest lifecycle cost.
Practical rule: Specify equipment that removes the failure driver where possible. Use chemistry to control what the equipment cannot remove economically.
What technical buyers should compare
A low bid often looks attractive because the gaps are pushed into operating expense. The system may need more chemical adjustment, more operator attention, more bleed, more frequent cleanings, or earlier replacement of downstream equipment. Those costs belong in the bid review.
A sound bid review for cooling tower water treatment should compare:
- Water efficiency: Can the system hold target cycles without driving deposit risk or unstable control?
- Operator workload: How much manual testing, flushing, media changeout, and feed adjustment does the design require?
- Controls and instrumentation: Will the package integrate with conductivity, pH, ORP, pressure differential, makeup quality, and plant SCADA where needed?
- Serviceability: Are pumps, analyzers, valves, and filter elements standard industrial components or proprietary items with long lead times?
- Asset protection: Does the proposal clearly state how it protects exchangers, condenser tubes, fill, basins, and any downstream membrane systems?
- Vendor accountability: Will the supplier stand behind water targets, startup support, training, and ongoing optimization, or are they only selling hardware and chemical drums?
Procurement teams that compare lifecycle cost instead of purchase price usually make better choices. The goal is stable heat rejection at the lowest total cost per year, not the cheapest skid on day one.
What works in practice
The best-performing cooling tower programs are usually straightforward. They have clear control limits, reliable bleed control, consistent solids removal, and makeup water quality that matches the site's cycle target and metallurgy. They also leave room for seasonal shifts, load swings, and changes in source water.
I would rather see a simpler system with good instrumentation and disciplined operating limits than an overbuilt package that no one maintains properly. In practice, buyers get the best return when they specify around the plant's likely failure mode, then confirm that the vendor can support startup, tuning, and operator adoption after commissioning.
The Three Enemies of Cooling Tower Efficiency
The three main failures in cooling towers don't compete with each other. They reinforce each other. Scale creates hot spots and rough surfaces. Corrosion sheds metal and oxides into the water. Biofouling traps solids and creates deposits that chemistry struggles to penetrate.
The result is a system that looks manageable on paper and expensive in the field.
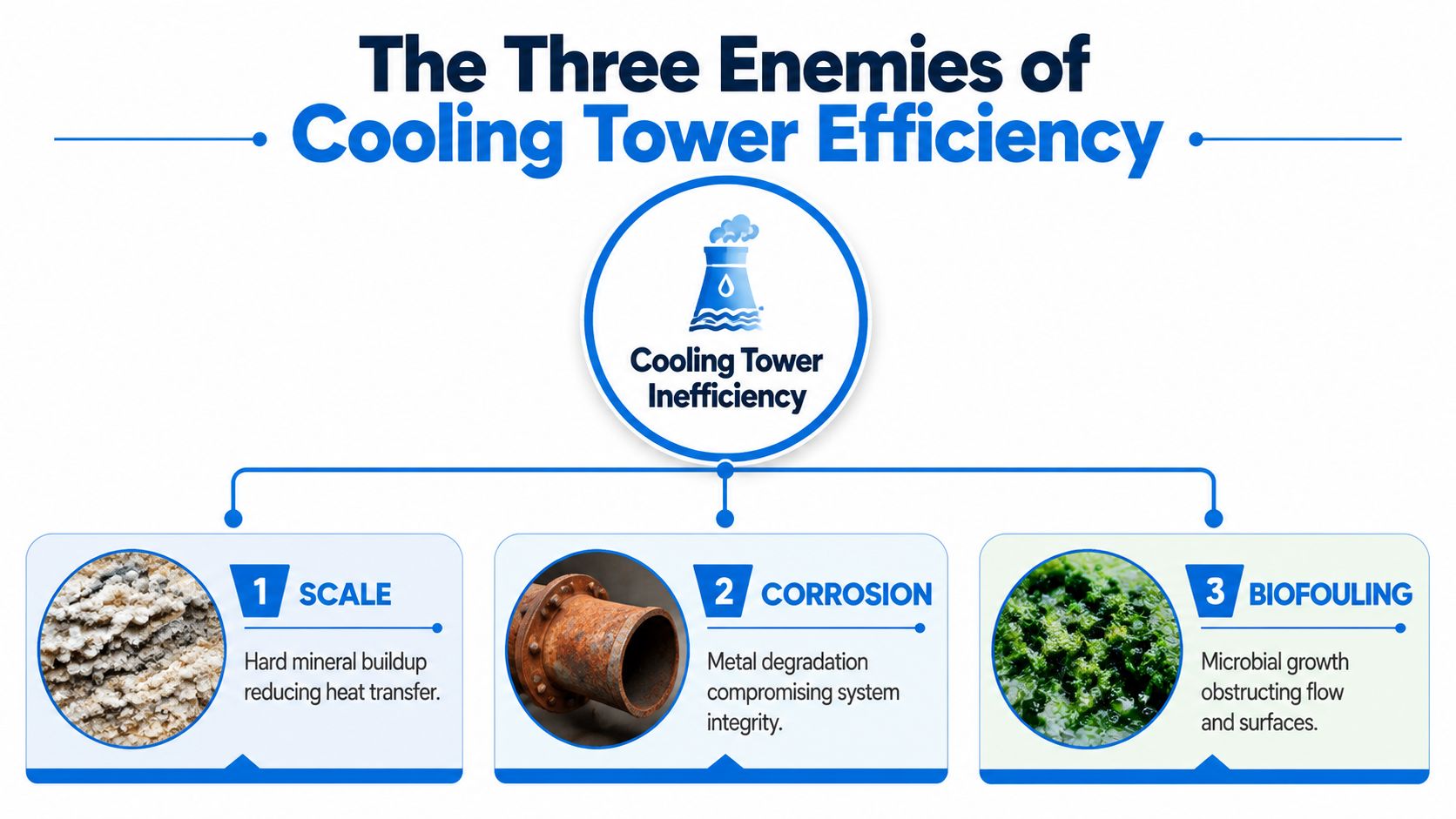
Scale blocks heat before operators notice it
Scale is usually the first problem buyers think about, and for good reason. It acts like insulation where you need heat transfer. Operators often see it as a chemistry issue, but for specification purposes it's really a feedwater quality and control issue.
In hard-water systems, dissolved minerals stay behind as water evaporates. If the program pushes concentration too far without adequate pretreatment or inhibitor control, deposits start forming on heat exchange surfaces, fill, basins, and piping. The energy penalty shows up before the deposit becomes dramatic enough to trigger a visual alarm.
The practical symptoms are familiar:
- Higher condenser approach
- Reduced heat rejection
- More frequent cleaning outages
- Loss of stable cycles
- Increased blowdown to stay out of trouble
A thin deposit can turn a high-efficiency chiller plant into an average one. That's why scale prevention belongs in the original equipment specification.
Corrosion turns a water problem into an asset problem
Corrosion gets underestimated because it can stay hidden until the repair bill lands. Buyers should pay attention to it early because corrosion doesn't just consume metal. It also contaminates the loop, interferes with chemistry, and creates under-deposit conditions that make future control harder.
Different metals fail differently. Mild steel, copper alloys, galvanized components, stainless surfaces, and mixed-metallurgy systems don't respond the same way to the same chemistry. A generic program often protects one surface well enough while exposing another.
When a tower corrodes, you don't just lose metal. You lose predictability.
From a capital standpoint, corrosion risk affects:
- Heat exchanger replacement timing
- Pump seal and impeller life
- Valve reliability
- Leak exposure
- Inspection frequency
- Shutdown planning
Low-load and off-season operation can hurt plants that otherwise run a good active-season program. The neglected tower isn't the one at peak summer demand. It's the one sitting partially loaded, intermittently circulating, and corroding.
Biofouling defeats both heat transfer and chemical control
Biofouling is the most operationally frustrating of the three because it doesn't stay in one place. It forms on fill, basin surfaces, piping walls, strainers, exchangers, and low-flow zones. Once slime develops, the treatment program has to fight both organisms and the protective layer they live inside.
That changes equipment selection. A plant that deals with suspended solids, airborne debris, process contamination, or poor basin housekeeping usually won't solve its biofouling problem with biocide alone. It needs solids removal and better hydraulic housekeeping.
Typical field indicators include:
- Slime on tower surfaces
- Plugged nozzles or strainers
- Poor oxidant performance
- Uneven flow distribution
- Localized corrosion under deposits
Biofouling also creates purchasing consequences. It increases the value of self-cleaning filters, basin sweeping, accessible cartridge housings, well-placed side-stream takeoffs, and controls that operators can maintain. If the equipment can't keep water visibly cleaner, the chemistry program usually gets blamed for a mechanical problem.
Understanding Key Water Chemistry Targets and Control
Most tower problems start when the plant treats water chemistry as lab data instead of operating control. The important metrics aren't academic. They tell you whether the system can run efficiently without slipping into scale, corrosion, or unstable bleed.
For buyers, the main question is simple. Which measurements will the equipment package control automatically, and which ones will operators have to manage manually?
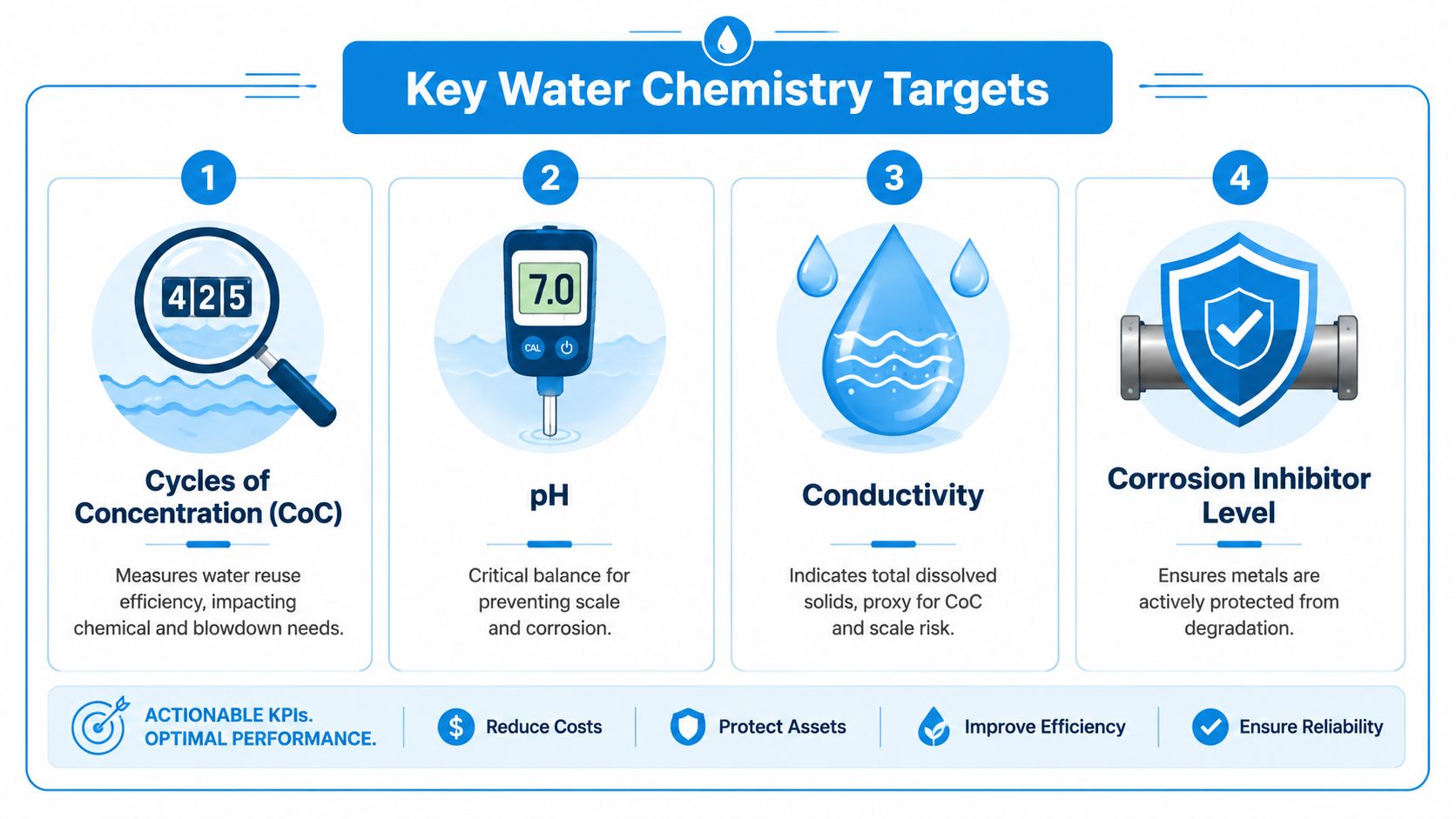
Cycles of concentration is the operating KPI that matters most
Cycles of concentration tell you how effectively the tower reuses water before discharge. For most facilities, it's the clearest operating measure connecting water use, blowdown volume, and chemical demand.
What matters is that achievable cycles depend heavily on the quality of the makeup water. MITA Cooling Technologies notes that hard water typically allows 1.5 to 2.0 cycles, soft water allows 2.5 to 3.2, and reverse osmosis treated water can enable 5.0 to 8.0 cycles. That's a specification issue, not just an operator issue. If feedwater quality limits cycles, the controller can't solve that by itself.
For plants evaluating softening and pretreatment, this matters more than almost any single setpoint. A tower that can safely run at higher cycles generally wastes less water through blowdown and reduces the burden on the rest of the program. Buyers reviewing resin systems, media skids, and pretreatment trains should look at how the industrial water softener and media filtration selection process affects the tower's realistic cycle target.
Control the chemistry that drives the KPI
Cycles don't stand alone. Operators still need to monitor the chemistry that determines whether those cycles are safe.
Use these as control priorities:
- pH: pH influences both scale formation and corrosion behavior. If pH drifts the wrong way, the system can become aggressive or deposit-forming quickly.
- Conductivity: This is the practical field proxy for dissolved solids buildup and the signal most bleed controllers use.
- Hardness and alkalinity: These tell you whether the tower is approaching a mineral precipitation limit.
- Corrosion inhibitor residual: If the inhibitor isn't present at the intended level, metallurgy protection becomes guesswork.
A good industrial package automates what should be automated and keeps manual testing focused on verification, not constant rescue. Conductivity-controlled bleed is foundational. Beyond that, the plant should decide whether it needs inline monitoring, remote alarming, or a simpler setup that maintenance can support without a specialist on site every day.
Higher cycles are only valuable when the water stays stable enough to protect the metal and keep surfaces clean.
What buyers should require on the submittal
When reviewing a vendor package, ask for more than a generic chemistry summary. Require a control narrative that explains:
| Required item | Why it matters |
|---|---|
| Conductivity setpoint logic | Determines how the tower will manage concentration in real operation |
| Sampling and test points | Shows whether the system can be verified in the field |
| Alarm strategy | Prevents drift from becoming equipment damage |
| Materials compatibility | Confirms probes, valves, and feed components fit the water chemistry |
| Calibration and maintenance steps | Tells you whether your team can actually sustain performance |
If the submittal can't explain how the tower will hold chemistry stable, it's not ready for procurement.
Choosing a Treatment Program Chemical Versus Physical
The wrong way to buy cooling tower water treatment is to ask whether chemical treatment is better than physical treatment. Industrial towers almost never operate best that way. The right question is which problems should chemistry manage, and which ones equipment should remove from the system before chemistry has to fight them.
That distinction matters because chemicals are ongoing expense, while equipment changes the underlying operating condition. Some sites need more chemistry because water quality is poor and pretreatment is minimal. Others can reduce chemical dependency by putting capital into filtration, softening, or membrane systems.
What chemical programs do well
Chemical treatment remains necessary in most open recirculating systems. Inhibitors protect metal surfaces. Biocides control biological growth. Dispersants help keep solids from settling and plating out.
Chemical programs are often the fastest route to startup because they don't require major mechanical changes. They also give operators flexibility when load changes quickly or when the source water swings.
Their weakness is that they rarely remove the root cause. If suspended solids stay in the loop, if hardness keeps entering with makeup, or if low-load conditions create stagnation risk, chemistry ends up carrying too much of the system burden.
Where physical treatment changes the economics
Physical treatment improves the water itself. That includes side-stream filtration, multimedia filtration, cartridge filtration, softening, RO pretreatment, and advanced membrane reuse systems. In some cases, physical treatment also improves chemical performance because cleaner water lets the active chemistry work on surfaces and microbes instead of dirt.
One off-season issue deserves more attention than it gets. Chardon Labs highlights a gap around bridge treatment, sewer credits, and the water-footprint economics of blowdown control. In practice, that means buyers shouldn't evaluate tower treatment only during peak load. Seasonal plants, automotive facilities, pulp and paper mills, and batch-process sites often need a specification that addresses dormant or low-load conditions as seriously as active-season operation.
If a proposal talks only about summer chemical feed and says nothing about low-load protection, it's incomplete.
Industrial Water Treatment Technology Comparison
| Treatment Technology | Primary Goal | Typical CapEx | Typical OpEx | Key Benefit |
|---|---|---|---|---|
| Chemical inhibitor and biocide program | Control scale, corrosion, and biology in the loop | Lower relative upfront cost | Recurring chemical and service cost | Fast to deploy and adaptable |
| Side-stream filtration | Remove suspended solids from recirculating water | Moderate | Moderate | Reduces fouling burden and improves stability |
| Softening pretreatment | Reduce hardness in makeup water | Moderate | Salt, regeneration, maintenance | Supports higher cycles where hardness limits operation |
| Reverse osmosis makeup treatment | Remove dissolved solids before the tower | Higher | Membrane care, energy, pretreatment | Enables higher cycles and lower chemical burden |
| Blowdown recovery or ZLD package | Reuse discharge water and reduce disposal | Higher | Process-specific operating cost | Valuable where water scarcity or discharge pressure is high |
The trade-off is straightforward. Chemical-only programs usually minimize first cost but can lock the plant into higher operating cost and tighter tolerance for upset. Physical systems require more engineering, but they can reduce bleed, stabilize performance, and create a clearer ROI path when water, sewer, or downtime costs are meaningful.
For most industrial sites, the strongest answer is hybrid. Use chemistry where residual protection is required. Use equipment where contaminants can be removed mechanically or through pretreatment.
Specifying Filtration Equipment for Recirculating Water
Filtration in a cooling tower loop should be specified like process equipment, not like an accessory. If the filter can't handle the solids profile, service conditions, and operator reality of the site, it becomes decorative pipe with a maintenance burden attached.
For recirculating water, the buyer's job is to match the filtration technology to the contaminant load. Dusty outdoor environments, open basins, process leaks, rust, biological debris, and seasonal solids spikes don't behave the same way. One skid won't solve every case.

Side-stream filtration for continuous solids control
Side-stream filtration is often the best first equipment upgrade because it continuously cleans a portion of the recirculating loop without forcing a full system redesign. The value is operational, not cosmetic. Cleaner recirculating water means fewer deposits on heat transfer surfaces, less under-deposit corrosion, and a more effective chemical program.
The DOE/FEMP-identified side-stream filtration approach described by Dober removes suspended solids down to sub-micron levels and supports higher cycles of concentration. That makes it one of the most effective equipment categories in industrial cooling tower water treatment.
When reviewing self-cleaning units such as SAF-style automatic screen filters, focus on:
- Actual side-stream flow handling
- Micron rating under operating conditions
- Backwash method and water use
- Pressure loss across the unit
- Controller simplicity and alarm visibility
- Parts availability for screens, seals, and valves
For teams comparing automatic screen systems, this Amiad SAF Series automatic self-cleaning filter guide is useful because it frames selection around industrial operating conditions rather than generic filtration language.
Multimedia filtration for dirtier loads and broader solids capture
Multimedia filters make sense where the solids load is broad, persistent, or visibly dirty. They're often the right fit when a tower picks up windblown dirt, process contamination, or corrosion products that would overwhelm finer polishing equipment.
These systems are less elegant than compact self-cleaning screens, but they can be more forgiving in rough service. Buyers should pay attention to vessel construction, underdrain design, backwash sequence, available pressure, and whether the plant can support the backwash water requirement without operational headaches.
A multimedia system is usually a strong choice when:
- The basin carries visible suspended solids
- The plant has room for larger vessels
- Operators are comfortable with valve sequencing and media maintenance
- The goal is bulk solids reduction before finer polishing
Cartridge filtration for polishing and equipment protection
Cartridge systems belong where the plant needs a final polishing step or wants to protect downstream equipment from fines that broader filtration leaves behind. In cooling applications, that often means protecting RO pretreatment, shielding sensitive nozzles, or cleaning up a loop after a solids event.
A good cartridge specification should include housing material, cartridge style, seal compatibility, pressure rating, changeout access, and differential pressure instrumentation. The wrong housing creates labor issues. The wrong cartridge format creates supply issues.
Don't buy a cartridge system unless the plant can change it safely, isolate it quickly, and source replacements without delay.
Filtration equipment should always be judged by maintenance behavior in addition to removal performance. A filter that works in a clean demonstration skid but plugs constantly in a real tower won't protect the asset. It will consume labor and eventually get bypassed.
Upgrading Makeup Water Quality with RO and EDI
The highest-value cooling tower projects often start before water enters the tower. That's why makeup water treatment deserves separate consideration from recirculating-loop cleanup. If the makeup stream carries too much hardness, silica, dissolved solids, or chlorides, the tower inherits those limits from the first day of operation.
In that situation, pretreatment is more than an add-on. It sets the operating envelope for everything downstream.
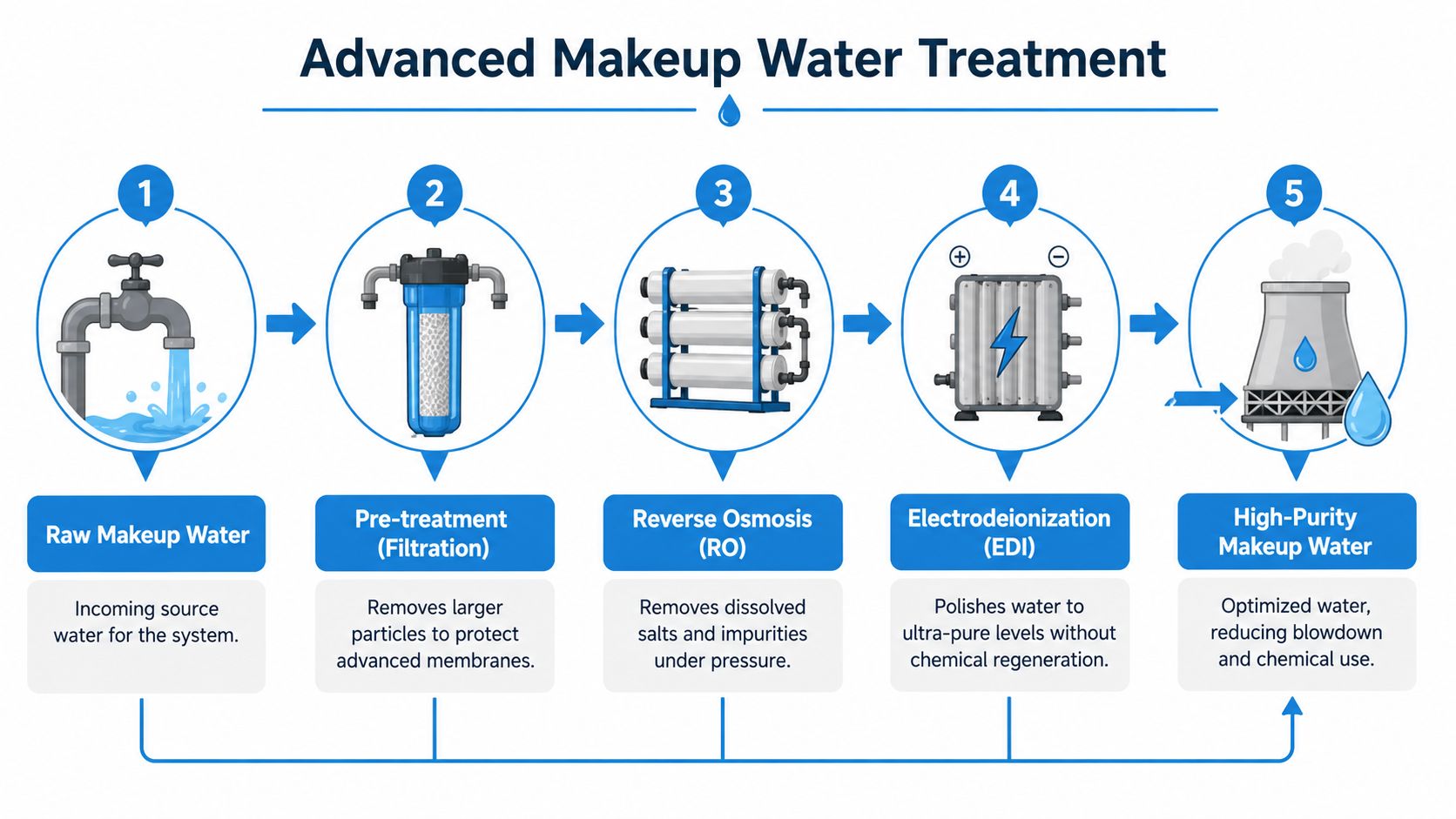
RO removes the limits that makeup water imposes
Reverse osmosis changes the economics of tower operation because it removes dissolved contaminants that force premature blowdown. Instead of asking chemistry to keep difficult water under control, RO lowers the dissolved solids load before the tower concentrates it.
That's why RO often makes sense in facilities with expensive water, difficult feed chemistry, or strong uptime requirements. According to EAI Water, using reverse osmosis for makeup water can enable towers to operate at 6, 8, or even 10 cycles of concentration, while cutting freshwater demand by 20 to 40 percent and reducing chemical inhibitor costs by 20 to 50 percent. Those are purchasing-grade numbers because they tie directly to utility and chemical line items.
For technical buyers, the membrane skid should be evaluated on more than recovery claims. Review:
- Pretreatment requirements before the RO
- Membrane brand and element availability
- Cleaning strategy and access
- Instrumentation for feed, permeate, and reject quality
- Controls integration with tower makeup demand
If you're comparing industrial skid packages, this guide to Veolia ProFlex reverse osmosis systems gives a practical reference point for packaged RO selection.
EDI belongs where water quality has to stay tight
Electrodeionization is not a universal cooling tower requirement, but it has a place in facilities where makeup or related utility water must stay exceptionally pure. Pharmaceutical, microelectronics, and certain specialty manufacturing sites often value EDI because it continuously polishes water without chemical regeneration.
In cooling tower projects, EDI is most compelling when the tower connects to broader high-purity water strategy, when contamination tolerance is low, or when the plant wants to avoid the handling profile of conventional regenerated deionization systems. Buyers should check stack configuration, feedwater quality requirements, upstream RO stability, and module replacement support.
RO and EDI also fit into larger reuse strategies. Some facilities go further by reclaiming tower blowdown with membranes. Membrion reports CeramIX ceramic membranes can reduce blowdown volume by 70 to 85 percent while sustaining operation at greater than 20 cycles of concentration. That kind of design isn't for every site, but it changes the conversation where discharge cost, water scarcity, or internal reuse targets justify more advanced treatment.
Calculating ROI and Building the Business Case
Engineers rarely lose a water treatment project because the technology is weak. They lose it because the savings case is poorly organized. Management sees a filter skid, RO package, or softener train as optional unless someone ties the equipment to water cost, energy cost, maintenance cost, and production risk in one clear argument.
The most effective ROI model is simple enough to survive procurement review and detailed enough to survive operations review.
Build the business case from four cost buckets
Start with the costs the finance team already recognizes.
Water and sewer cost
Reduced blowdown and improved reuse lower purchased water and discharge burden. In some markets, sewer credit treatment for evaporative loss can also affect the economics, so utility billing structure matters.Chemical cost
Better pretreatment and cleaner recirculating water usually reduce the amount of chemistry required to keep the system in control.Energy cost
Tower performance affects the whole chilled water or process cooling system. The California Energy Commission reports that if a cooling tower provides water that is 1°F colder, overall chiller plant efficiency can increase by 2 to 3 percent, and advanced physical treatments showed water use reductions up to 30 percent with chemical cost reductions over 45 percent in demonstrated sites.Maintenance and reliability cost
This includes cleanings, unplanned exchanger work, fouled strainers, pump repairs, labor hours, and production disruption.
A workable ROI formula is:
Annual savings = water and sewer savings + chemical savings + energy savings + avoided maintenance cost
Then compare that annual value to the installed project cost and the expected cost to operate the new equipment.
Include the hidden line items buyers often miss
The strongest business cases include line items that often get ignored in early screening.
Consider these explicitly:
- Off-season protection: A system that controls water well only at peak load may still create corrosion cost during low-load periods.
- Consumables logistics: Cartridge change frequency, membrane lead time, resin replacement, and specialty spare parts affect real ownership cost.
- Operator time: A package that needs constant intervention costs more than its quote suggests.
- Compliance exposure: Discharge handling, reporting, and internal sustainability targets can shift the payback case.
- Asset life extension: Delaying heat exchanger replacement or tube bundle repair has real capital value, even when accounting prefers to hide it in maintenance.
Buyers approve projects faster when the submittal speaks the language of avoided cost, not just better water quality.
A practical checklist for management approval
Before sending a project for capital review, make sure the package answers these questions:
| Approval question | What management wants to know |
|---|---|
| What operating problem does this solve | Rising bleed, energy loss, fouling, reliability issues |
| What equipment is being purchased | Filters, softeners, RO, EDI, controls, chemical feed, reuse system |
| What cost lines improve | Water, sewer, chemicals, power, labor, repairs |
| What assumptions drive the savings | Baseline cycles, water quality, load profile, maintenance history |
| What happens if nothing changes | Continued waste, higher repair exposure, unstable operation |
A good water treatment ROI case doesn't promise miracles. It shows that the current operating mode already has a cost, and the proposed equipment changes where that cost lands.
If you're evaluating industrial filtration, RO, EDI, or pretreatment equipment for a cooling tower project, Purecowater can help you compare options, qualify components, and source the right package for recirculating water cleanup or high-purity makeup water service.